
Pharmaceutical, Healthcare and Fine Chemicals Process Gas Cleaning
ERG provides a wide variety of air pollution control systems for pharmaceutical, healthcare, agrochemical and fine chemical production plants. ERG’s gas cleaning systems are engineered to suit each application and supplied with a process guarantee.
Applications
ERG’s abatement packages are typically installed as part of the LEV system. In most cases, a skid-mounted gas cleaning package is required. ERG also provides site mechanical and electrical installation and commissioning as required.
Our systems treat LEV extraction, process and reactor vents, and storage tank vents.
Typical contaminants which we treat include:
- Acid gases – HCl, Cl2, SO2, H2S, mercaptans etc
- Basic gases – NH3, amines
- Dust and aerosols – 100 to <1 micron particle sizes
- Pharmaceutical “actives”
- VOC’s – MEK, methyl chloride, THF, ethyl acetate, toluene etc
ERG’s customers include most major pharmaceutical manufacturers. Refer to our case studies.
Technologies
Our vent abatement systems are based on one or more of the following technologies. Each package is bespoke: designed and manufactured to the specific project requirements.
- Packed tower scrubbers – for acid gases, basic gases, some dusts, actives, some VOCs
- V-tex® scrubbers – for acid gases, basic gases, some dusts, actives, some VOCs
- Venturi scrubbers – for high concentration or fine dust and actives
- Carbon filters – for VOCs and solvent abatement – low concentrations
- Scrubbers using suitable oils or solvents – VOC and solvent abatement
- Venturi eductors – for applications where a vent fan is not suitable
- Thermal oxidisers – for VOC and solvent abatement – high concentration
Meeting Exacting Specifications
ERG’s design and project management teams are highly experienced at delivering packaged plant which meets our clients’ high standards and precise specifications.
- All design and procurement is managed according to our ISO9001 procedures
- All manufacturing and assembly is to the agreed codes and project specifications, managed through and certified against the project Quality and Inspection & Test Plans.
- All equipment is fully certified and documented in accordance with applicable European Standards, and CE marked accordingly.
- Vessels can be supplied to BS EN 13121, PD 5500 or ASME VIII as appropriate, and packages CE marked to the Pressure Equipment (2014/68/EU) and ATEX (2014/34/EU) Directives depending on the specification requirements.
- Full materials traceability can be provided to include BS EN 1024 2.2 or 3.1B certification.


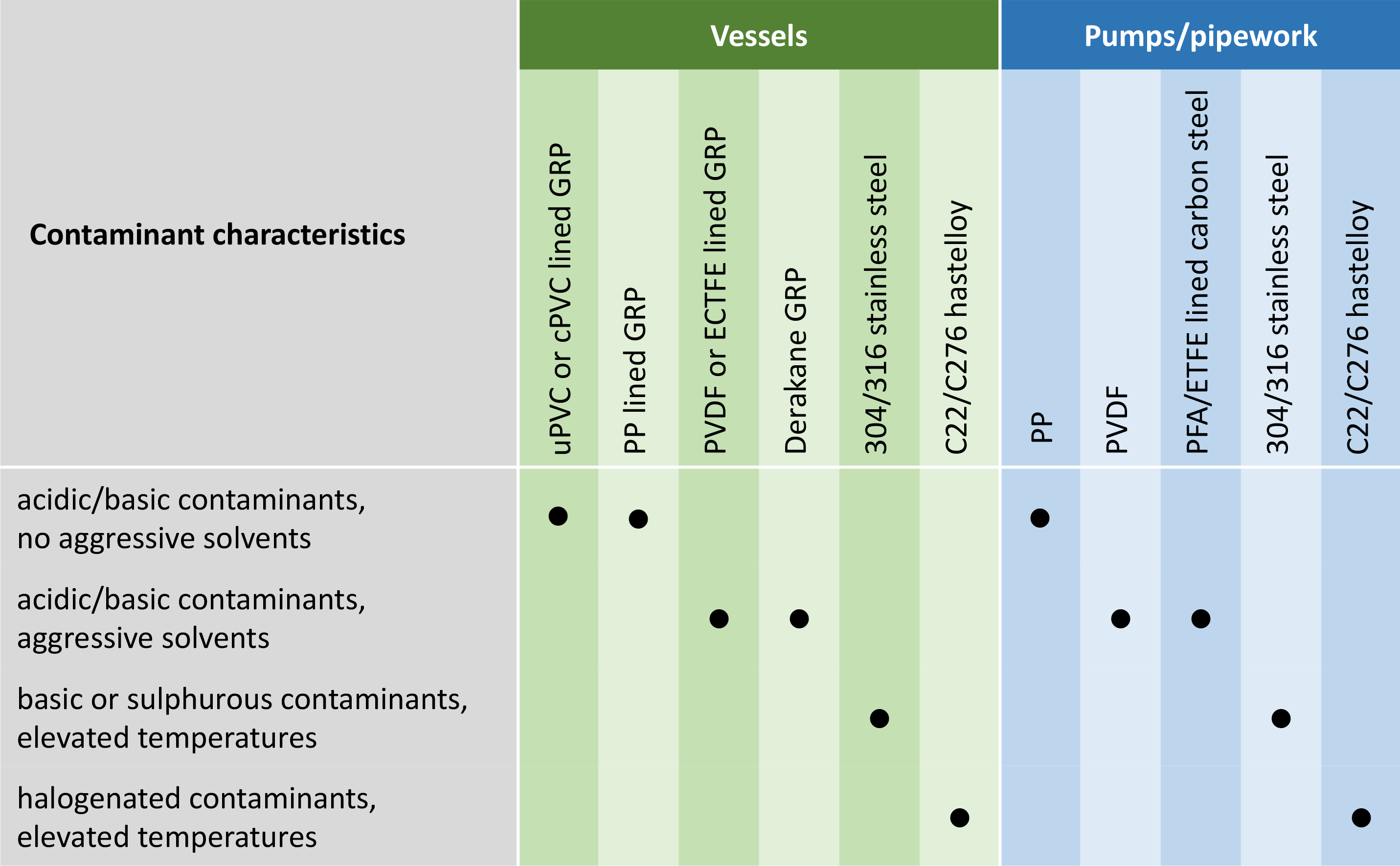
Choice of Materials
Every ERG package has materials selected to match the specification. All systems are mechanically designed for the operating and design pressures (from FV to +10barg) and temperatures (ambient upwards to suit the process). Common materials selections are listed below, though alternatives are available to suit the process requirements.
ERG Package Scope of Supply
ERG is a specialised gas cleaning supplier. Our typical scope includes:
- Project management including customer design reviews, progress reporting, equipment interface agreement, programme management, site activities co-ordination, documentation packages
- Process design and technical submission – heat & mass balance, P&ID, control philosophy, technical schedules
- Detailed mechanical and electrical design – model and/or package General Arrangement drawings, civils requirements, site wiring details, interface details, off-loading and installation details
- Sub-supplier procurement, quality assurance and expediting – vessels, pipework & valves, pumps, fans, heat exchangers, instrumentation, control panels or local JBs, access steelwork, pressure protection devices
- Package assembly including full pipework and wiring, factory testing, certification
- Delivery
- Installation and commissioning are also available if required – phone support during this phase can be arranged if preferred
Plastic and GRP vessels are manufactured by ERG’s sister company ERG Plastic Fabrication and skid assembly and testing are managed at ERG PF’s facility in West Sussex.
Operational peace of mind
- Our standard (12 months) or extended warranty guarantees the mechanical and electrical parts against defects
- And our Maintenance department can assist with routine, shut-down or emergency maintenance


Our Clients
ERG’s customers include:


Pharmaceutical, Healthcare and Fine Chemicals Process Gas Cleaning
ERG provides a wide variety of air pollution control systems for pharmaceutical, healthcare, agrochemical and fine chemical production plants. ERG’s gas cleaning systems are engineered to suit each application and supplied with a process guarantee.
Applications
ERG’s abatement packages are typically installed as part of the LEV system. In most cases, a skid-mounted gas cleaning package is required. ERG also provides site mechanical and electrical installation and commissioning as required.
Our systems treat LEV extraction, process and reactor vents, and storage tank vents.
Typical contaminants which we treat include:
- Acid gases – HCl, Cl2, SO2, H2S, mercaptans etc
- Basic gases – NH3, amines
- Dust and aerosols – 100 to <1 micron particle sizes
- Pharmaceutical “actives”
- VOC’s – MEK, methyl chloride, THF, ethyl acetate, toluene etc
ERG’s customers include most major pharmaceutical manufacturers. Refer to our case studies.
Technologies
Our vent abatement systems are based on one or more of the following technologies. Each package is bespoke: designed and manufactured to the specific project requirements.
- Packed tower scrubbers – for acid gases, basic gases, some dusts, actives, some VOCs
- V-tex® scrubbers – for acid gases, basic gases, some dusts, actives, some VOCs
- Venturi scrubbers – for high concentration or fine dust and actives
- Carbon filters – for VOCs and solvent abatement – low concentrations
- Scrubbers using suitable oils or solvents – VOC and solvent abatement
- Venturi eductors – for applications where a vent fan is not suitable
- Thermal oxidisers – for VOC and solvent abatement – high concentration
Meeting Exacting Specifications
ERG’s design and project management teams are highly experienced at delivering packaged plant which meets our clients’ high standards and precise specifications.
- All design and procurement is managed according to our ISO9001 procedures
- All manufacturing and assembly is to the agreed codes and project specifications, managed through and certified against the project Quality and Inspection & Test Plans.
- All equipment is fully certified and documented in accordance with applicable European Standards, and CE marked accordingly.
- Vessels can be supplied to BS EN 13121, PD 5500 or ASME VIII as appropriate, and packages CE marked to the Pressure Equipment (2014/68/EU) and ATEX (2014/34/EU) Directives depending on the specification requirements.
- Full materials traceability can be provided to include BS EN 1024 2.2 or 3.1B certification.
Choice of Materials
Every ERG package has materials selected to match the specification. All systems are mechanically designed for the operating and design pressures (from FV to +10barg) and temperatures (ambient upwards to suit the process). Common materials selections are listed below, though alternatives are available to suit the process requirements.
ERG Package Scope of Supply
ERG is a specialised gas cleaning supplier. Our typical scope includes:
- Project management including customer design reviews, progress reporting, equipment interface agreement, programme management, site activities co-ordination, documentation packages
- Process design and technical submission – heat & mass balance, P&ID, control philosophy, technical schedules
- Detailed mechanical and electrical design – model and/or package General Arrangement drawings, civils requirements, site wiring details, interface details, off-loading and installation details
- Sub-supplier procurement, quality assurance and expediting – vessels, pipework & valves, pumps, fans, heat exchangers, instrumentation, control panels or local JBs, access steelwork, pressure protection devices
- Package assembly including full pipework and wiring, factory testing, certification
- Delivery
- Installation and commissioning are also available if required – phone support during this phase can be arranged if preferred
Plastic and GRP vessels are manufactured by ERG’s sister company ERG Plastic Fabrication and skid assembly and testing are managed at ERG PF’s facility in West Sussex.
Operational peace of mind
- Our standard (12 months) or extended warranty guarantees the mechanical and electrical parts against defects
- And our Maintenance department can assist with routine, shut-down or emergency maintenance
Our Clients
ERG’s customers include: